錆が発生した場所はスポット溶接ができない
下の写真はフロアの様子だ。スチーム洗浄で汚れは落とされているが、鉄板の表面には薄らと錆が出ている。しかもサイドシルには赤錆が発生している。
施工を行った田中オートサービスの田中健一代表は
「ボディ補強といえばシャーシのスポット増しですね。このクルマは、すでにもっとも効果のあるドアまわりのスポット増しを施していましたし、フロントウインドウまわりもガラス交換のときに施工済でした。ウインドウまわりは、ガラスを外すときについでに施工しないと工賃はかなり高くなります。今回はフロアまわりのスポット溶接を行うことにしたのでが、とにかく錆が施工できる個所はかなり限られてきます。ボディ補強以外にフェンダー内などフロア全体の錆対策が必要です(下の写真)」という。

ボディ下まわりのスポット増しとというと、左右ステップ下(サイドシル)が一般的なのだが、このR32型スカイラインGT-Rは錆が多くて施せないのだ。
それは錆が発生した部分は電気を通しにくいため、スポット溶接機しようとしても密着しないだけなく火花が飛び散るなど危険なのだ。
そこで、シールなどを大きく剥がさずにボディ補強の効果を感じやすいサイドメンバーとフロントバルクヘッドのスポット増しを行うことになった。とくに今回はエンジンをオーバーホールで降ろしている状態だったので、この部分のスポット増しをするには好都合だった。
サイドメンバーはエンジンルームとフェンダーを挟み込むように溶接をする。まずは、それぞれの溶接する部分の塗装をベルトサンダーで剥がす。

下の写真がスポット溶接機。U字の治具で挟み電気を通して鉄板を溶接する。
適度に間隔を開けながら溶接。スポット溶接はノーマルでも行われているが、溶接点数を増やすことで鉄板の密着度が高まりボディの剛性がアップするのだ。 内部に錆があると通電状態が悪くなり火花が飛ぶ。
内部に錆があると通電状態が悪くなり火花が飛ぶ。
さらにサブメンバーとフロントバルクヘッドの接合部も溶接。ただし、ここはスポット溶接機のU字型治具で挟むことができない。車内からメンバーに向けてドリルで穴を開ける。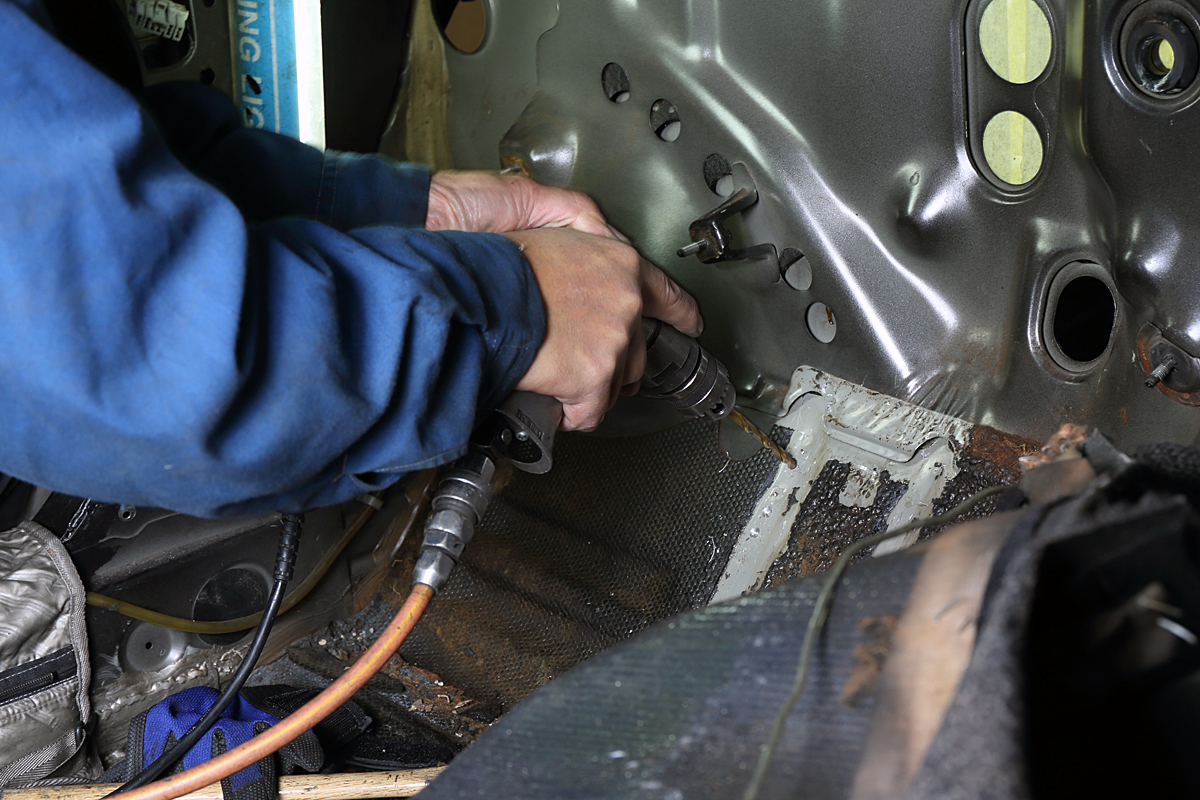
穴を開けた部分に半自動アーク溶接機を使って、サイドメンバーとバルクヘッドの密着度を高める。
下の写真は溶接後。打点が増やすことで強度が高まる。サイドメンバーの取り付け強度まると、フロントまわりの剛性がアップする。
[tocx]