

常に負荷が掛かっているスプリング
過酷な使用環境にも対応した耐久性
走っていても止まっていても、常に荷重が掛かっているサスペンションのスプリング。
そんな過酷な使用環境でありながらも、一部のアフターメーカーのローダウンスプリングに「ヘタリ保証」を付帯している製品がある。しかも、使用期間3年間または走行距離5万kmとかなり長い期間を保証しているのだ。
確かに材質の進化が著しいのは間違いないが、それ以上に製造方法が劣化を抑制するという。

そもそもサスペンションのスプリングは、走行中は上下動を繰り返し、停車時もボディの重さを支えている。つまり、常にヘタる環境下に置かれているといっても過言ではないだろう。
そんなスプリングに「使用期間3年間または走行距離5万kmで社内測定基準より5mm以上のヘタリが見られた場合交換いたします」という「ヘタリ保証」を付帯しているのがサスペンションメーカー「タナベ」だ。
「スプリングのヘタリは、単純に鋼材の強度を高めるだけでは防げません。例えば、鋼材からバネの形状に成形したあと、金属は元のカタチに戻ろうとします。設計通りの形状を維持させるために低温ブルーイングと呼ばれる施工を行います」とタナベ広報部の土居さん。
タナベでは、鋼材を常温のままスプリング形状に巻く冷間成形を採用することで、2100N/mm2と他メーカーより約10%高い引っ張り強度を得ている。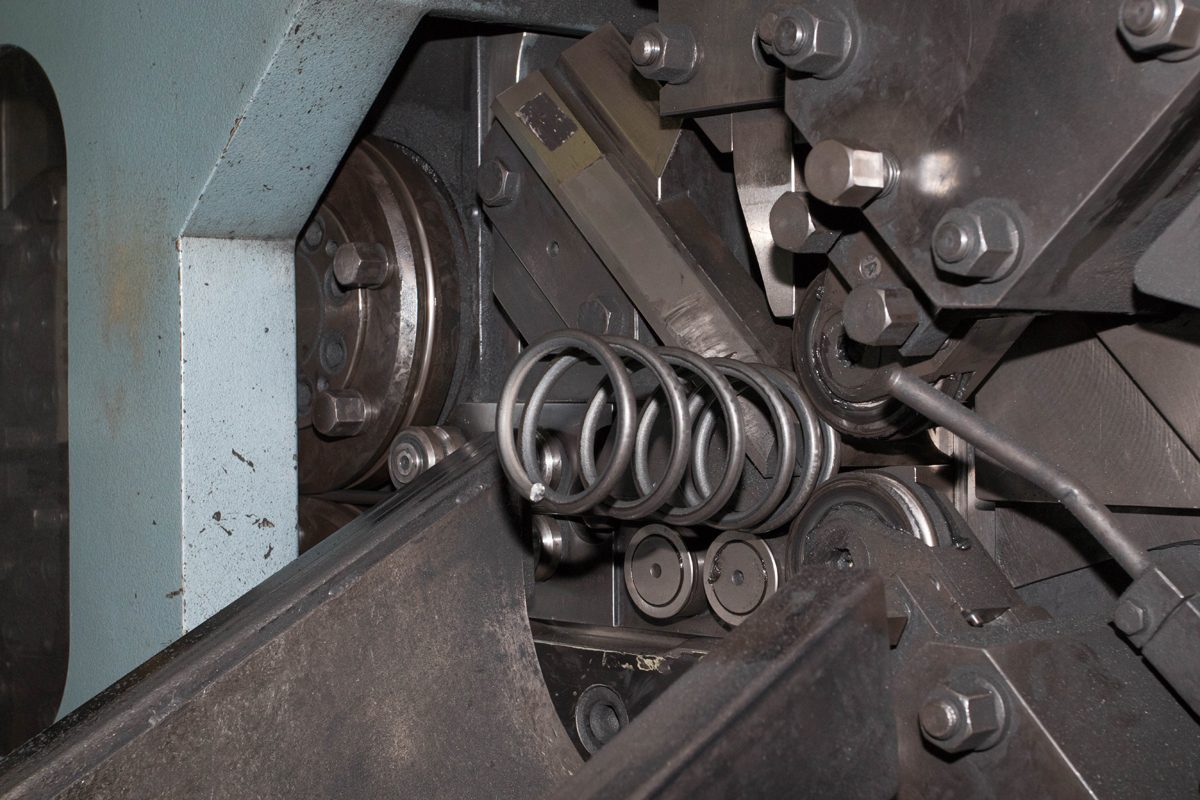
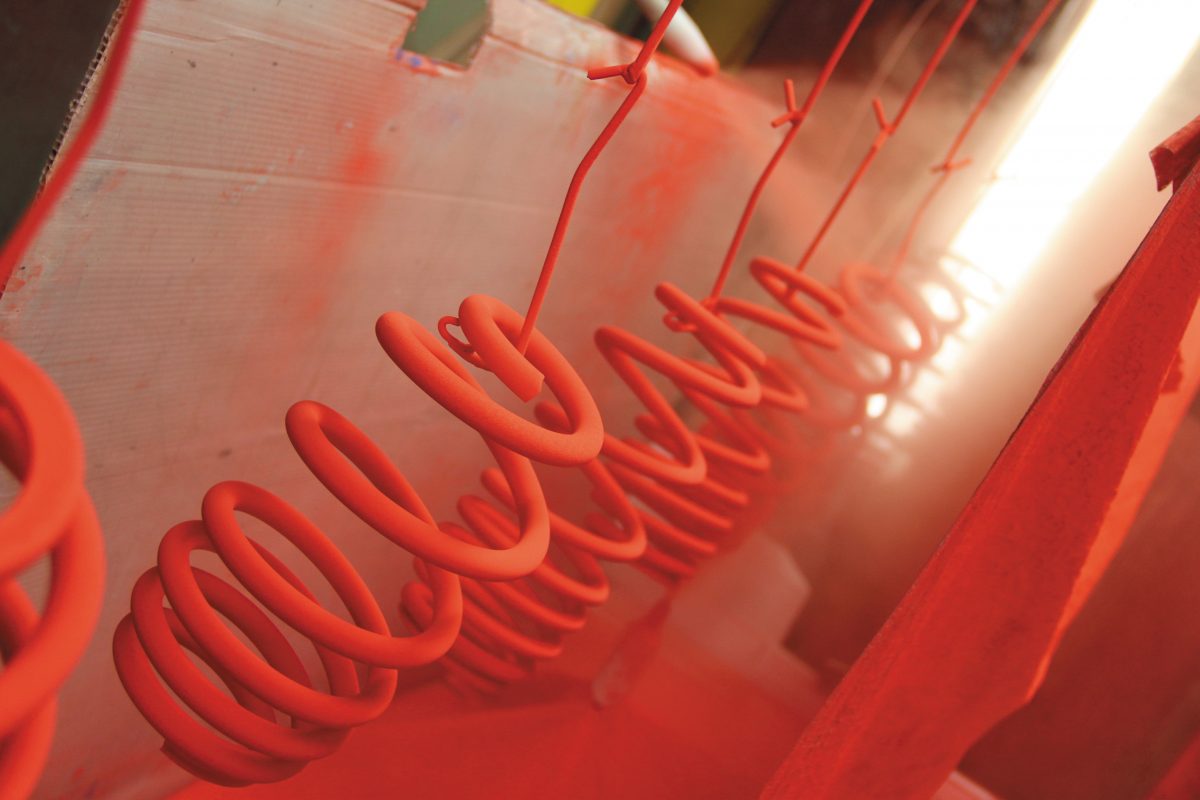
これは、鉄製のベルトコンベヤーに乗せたスプリングが、380℃の釜のトンネル(約10m)を40分かけてジックリと通過していくのである。下の写真で天井部に内部を温める炎が見える。

さらに粗目と細目の2種類のショット玉をスプリング表面に吹き付け(叩く)、強度を高める『ダブルショットピーニング』を行う。


スプリングは一つずつ人の手で機械に投入される。
全長約15mの機械の中では第1段目の粗目ショットが行われる。

下の写真は、左から低温ブルーイングだけ、1段目ショット処理、2段目ショット処理。

このように表面を金属粉などで叩き強度を出す処理は、エンジンのコンロッドメタルやピストンなどでも行われている(WPC加工)。
この状態でも、まだ荷重が掛かっていないので製品的には安定していない。
機械でスプリングを縮めて初期のヘタリを取る「セッチング」という処理を行うのだ。
もちろん、スプリングの種類によって掛けられる圧力は異なっているため、事前にスプリング長やバネレートが設計通りになる圧力は、専用の検査機によって確認されている。


徹底した防錆でさらに耐久性をアップ!
金属製品で劣化の原因となるひとつに「錆」は、かなりの強敵だ。
例えば、スプリング同士が擦れあうことで表面が削れ、雨や泥などが付着し錆を誘発する。
今回取材したタナベでは、第1段階として「リン酸亜鉛皮膜」処理を行っているそうだ。


続いて第2段階として「カチオン電着塗装」を行う。
クルマのメンバーと同様にライン途中にある塗装プールを潜らせる。
メンバー類の塗膜の厚みは13ミクロンだが、タナベでは16ミクロンとより厚く付着させるそうだ。
このように2段階の下地処理を施してから「粉体塗装」で仕上げる。
このように鋼材そのものので何段階もヘタリ抑制処理を行い、さらに幾重もの防錆することでさらに耐久性を高めているわけだ。

もちろんタナベでは、ローダウンスプリングのみならず車高調整式サスペンションで使用するスプリングも同様の性能を持っているそうだ。


極論を言ってしまえば、「メーカー保証」はパーツ選びの一つの指標になることは間違いないだろう。
取材協力:タナベ https://www.rd-tanabe.com/