


材料から製造まで一貫してこだわる
「タナベ」のメイド・イン・ジャパン
世界からモノづくり大国として一目置かれる、日本。そのプライドを胸に、国産メーカーは日々、モノづくりへ真摯な姿勢で取り組んでいる。
マフラーとサスペンション、ホイールなどの足まわり総合メーカー「タナベ」も、”メイド・イン・ジャパン”にこだわり続ける名門のひとつ。設計から使用する材料、製造までのすべての過程にこだわりを注ぎ込む「タナベ」のサスペンションは、いったいどうやって生まれるのか。
そのスプリングを生産する国内工場に、密着した。
*掲載サイトによっては写真が正しく表示されないことがあります。その場合は本サイトでご覧ください。
【1.データ解析・車種別専用設計】
まずは純正ダンパーやスプリング、車重などの使用解析を行ない、タナベが積み上げてきたノウハウを加えて設計がスタート。
テスト品が完成すれば、車種ごとに実装着してフィッティングやダウン量、干渉などの不具合がないかを徹底的にチェック。モットーである安全・安心のみならず、スタイルや乗り心地が最もバランスされたところを追求する。納得のいく設計データが完成したら、いよいよ自社工場での製作へ。

スポーティか、乗り心地優先か。微妙な味付けは、「タナベ」が培ってきた経験とノウハウが最も生かされる場面。安全・安心を確保しながら、求められる味付けを開発陣が数値化する。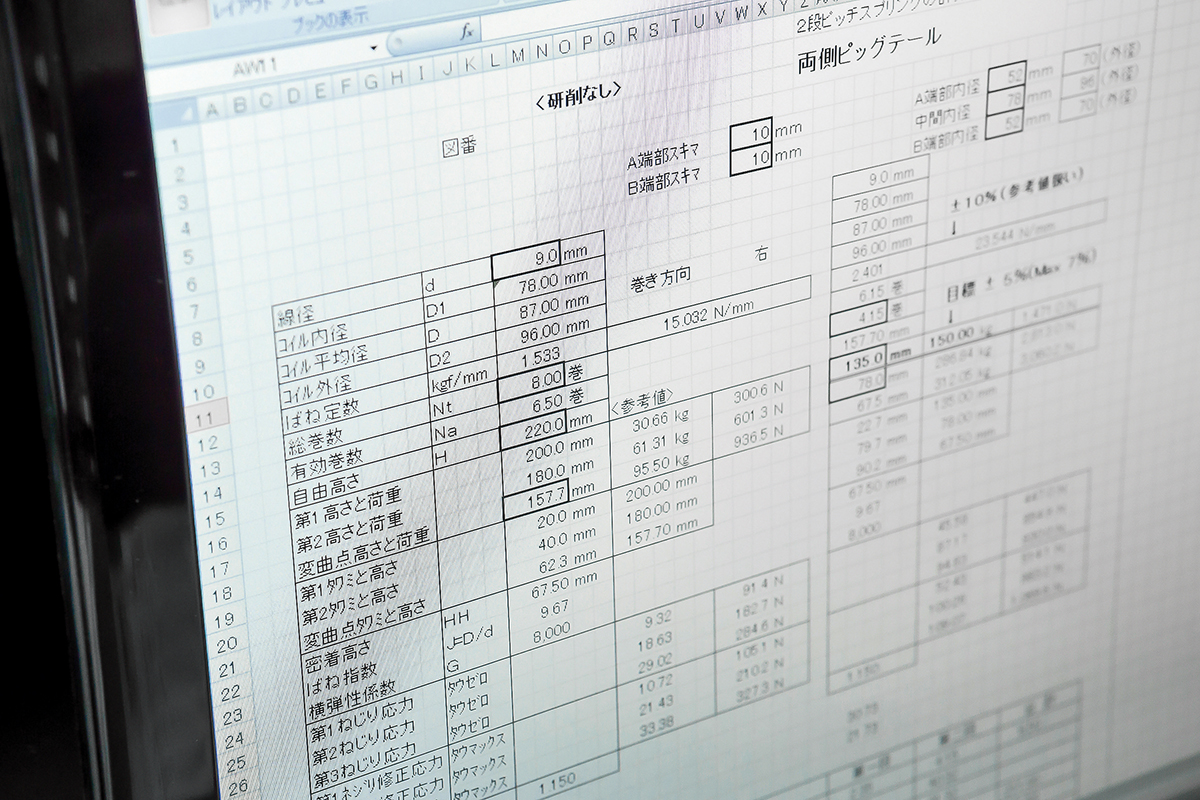
【2.鋼材】
スプリングにとって一番の要となるのが、鋼材。
強度と乗り心地とを確実に手に入れるためには、そもそもの強度が優秀な素材を使用することが前提となる。高周波誘導加熱処理が施された特別な国産バネ材は、引っ張り強度に優れたものを使用。
【3.ハイパーコイリングマシン】
「タナベ」のスプリングは、常温のままで鋼材を成形する冷間成形方式で製造される。
そんな『冷間成形』を可能とするのが、自社工場に備えた「ハイパーコイリングマシン」。国内のアフターメーカーで自社導入しているのは、「タナベ」のみという。
開発から上がってきた車種専用データをマシンへ入力。材料となる鋼材は、マシンのすぐ隣にあるストックヤードに保管され、成形が始まるとここから鋼材が引き出されていく。
毎回、天候や湿度にあわせてデータは調整される。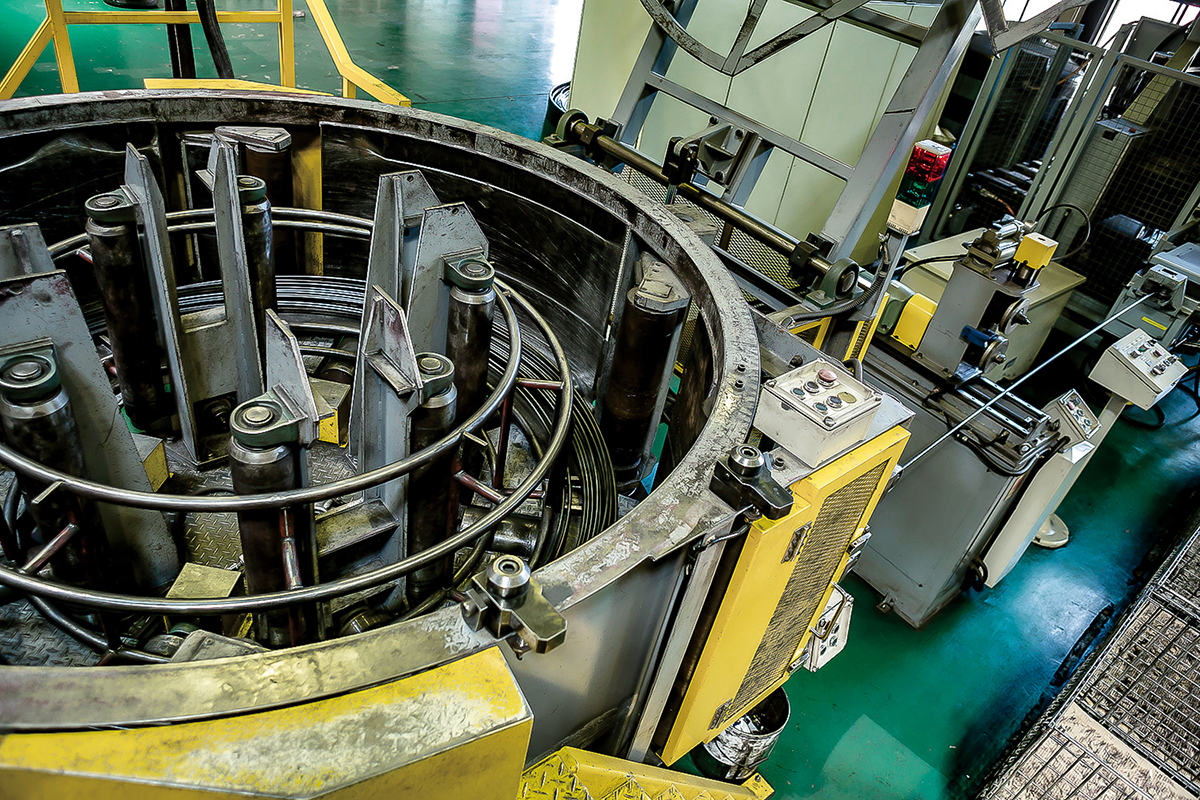
引き出された鋼材は中枢部に到達し、スプリング状に成形され、強力な刃でカット。線径14mm以上の鋼材を巻けるほど強力だ。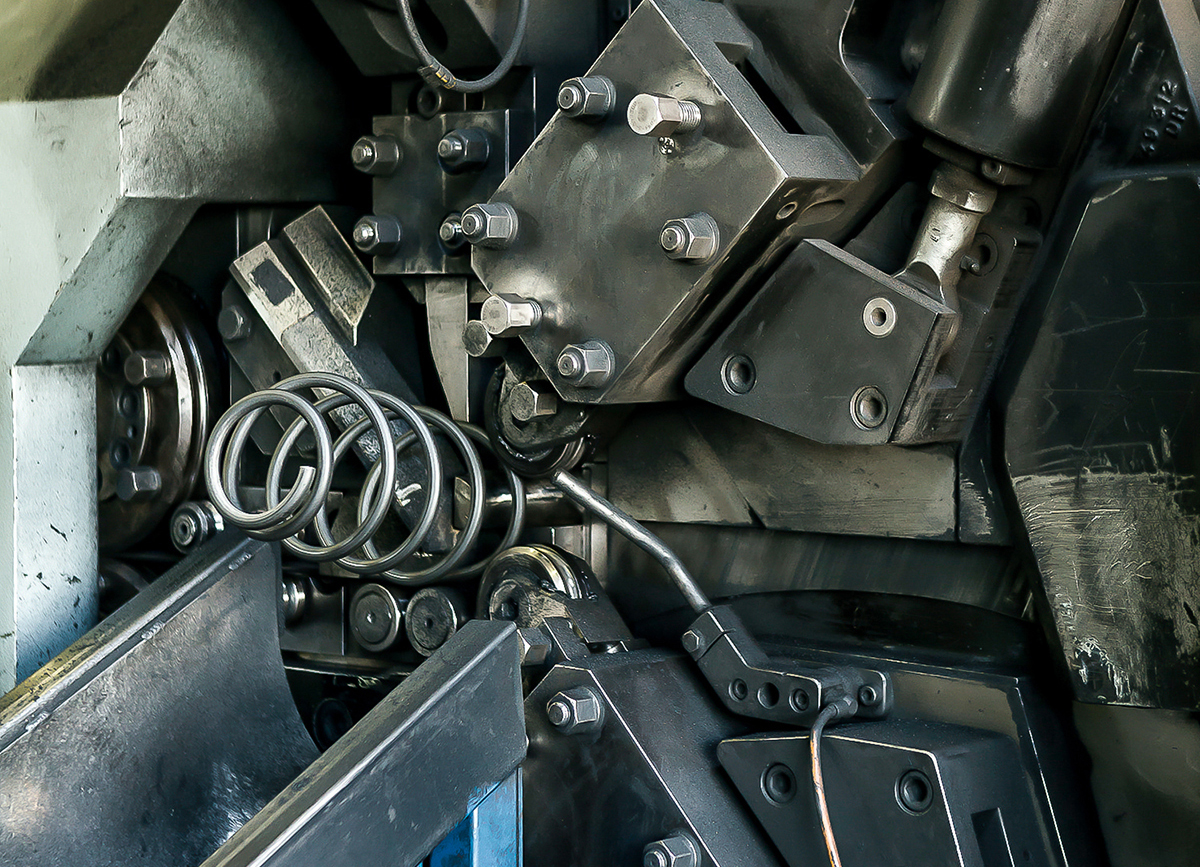

ちなみに、熱間成形はホイールで言えば鋳造、冷間成形は鍛造といったところ。
「タナベ」が採用する冷間成形は、高強度でヘタりにくく、初期反発がゆるやかなスプリングを生み出す。
カットされたスプリングは、熟練の職人がノギスで実測してズレを検証。
気温などのさまざまな要因で生じるズレを解消するためのもので、寸法が決まるまで1本1本チェックし、誤差のあるモノは廃棄処分される。
【4.焼きなまし】
スプリングのカタチとなった成形後は「焼きなまし」へ。
もともと1本の線を無理矢理スプリング状に巻いているため、鋼材は元へ戻ろうとするチカラが働く。これに熱を加えることで、固めて落ち着かせるのが目的だ。380度で40分、じっくりと焼きなます。
ベルトコンベアに乗せられて「焼きなまし」が行なわれるマシンへ。炉の前半部分で高温で焼かれ、後半部分で冷却されて作業終了。1日約1000本が処理される。
【5.研磨】
スプリングには天面を平らにしなければいけないタイプと、そのままでOKなモノがある。平らにする方は「焼きなまし」後、大型の研磨機にて1〜2時間ほど削られる。
研磨機は片側で一度に12本を研磨できる仕様。反対側にも砥石が備わるため、両側研磨にすれば最大24本を処理できる。


たかがスプリング、されどスプリング。
完成までの工程はまだまだ続く……。
【↓次ページに続く↓】
耐久試験による品質管理までも
すべて自社にて行なう
【6.ショットピーニング】
スプリング工場で最もスペースを占めるのが、巨大なショットピーニング機。
「ショットピーニング」とは小さな鉄の球をスプリングにぶつけることで、表面をより強くするための作業だ。一般的には1工程だが、「タナベ」では0.8mm球で1回目、0.3mm球で2回目という業界では珍しいダブルショットピーニング式を採用。1段階めで奥まで届くように強く、2段階目で表面上を細かくショットすることで、通常よりもさらに強度を高める。
左端がショットピーニング前で、真ん中が1回目、右が2回目施工後。このダブルショットピーニングで、バネはより強靭なものに生まれ変わる。
【7.セッチング】
ショットピーニングが完了したバネはセッチング機に挟んでプレスする。
初期のヘタリを取り除くための工程で、使用領域内の最大限までプレスすることで、その後の全長変化を抑える。そして、実測での検査へ。
【8.塗装前処理】
セッチング後、職人がスプリングの長さを実測してチェック。次に塗装前の下処理作業へと入る。
その作業方法は、特殊なコーティング剤にて空気に触れないよう膜を作ってやるイメージ。塗装前のわずかな時間のサビ対策を行なうためだ。
【9.塗装】
そして、いよいよ最終段階の塗装工程へ。本塗装の「カチオン電着塗装」は被膜を厚く設定し、十分な品質を確保するが、さらに「粉体塗装」で上塗りを施す。
いずれもキズや融雪剤に対する耐久性を確保し、確実な防錆性能を得るための塗装となっている。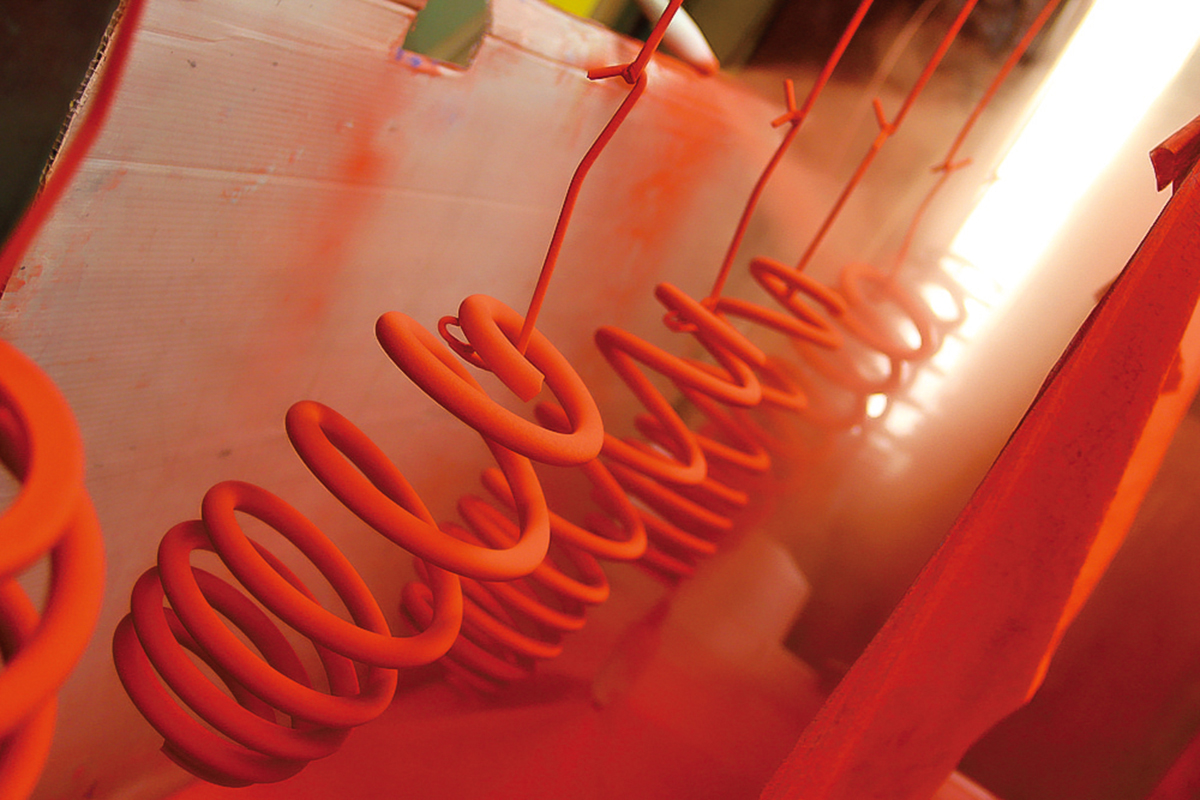
【10.検品】
最後に不良品がないか、寸法に間違いはないか。徹底した品質チェックは、出荷の直前に再度ひとつずつ人の目と手で検品していく。
このように、ローダウンスプリングや車高調など、「タナベ」の製品に使用されるスプリングは、すべてこの滋賀工場で生産。素材から成形、仕上げまでのすべてが一元管理されるからこそ、完成品の信頼度は確保できる。

なお、「タナベ」では新しく商品を開発した際には、必ず1本ずつの耐久試験を実施する。
バネ荷重試験では、車両に装着した状態の高さまで荷重をかけてチェック。耐久試験では、左右方向、前後方向それぞれ100万回ずつの振動検査が行なわれる。
5cmストロークを100万回繰り返す耐久テストは、数日間かけて検査機をフル稼働させることも。
ヘタリやレート変化を数日かけて分析。ISO認証工場ならではの高い品質の礎は、こうして築き上げられ、製品化されていくのだ。

取材協力:タナベ TEL072-728-6700
http://www.rd-tanabe.com