

業界の健全化にも尽力し続ける、
創業87年の歴史とこだわりの工程を追う
メイド・イン・ニッポンのモノ作りに迫る好評企画第9弾は、マフラー文化の発展に多大な貢献を続ける「FUJITSUBO(フジツボ)」。いまさら聞けない過去、そして現在。国内有数の規模を誇る裾野工場の密着で見えた、熱き想いをリポートしたい。

日本屈指の規模を誇るマフラー専業ブランドである「フジツボ」は、ブランドの名前でモノが売れる、名実ともにカスタマイズ界を代表する存在だ。マフラーの製品向上に努めるだけでなく、業界の認知度を高め、健全化を図るための活動を率先して行なうなど、「フジツボ」を知らずしてマフラーを語ることはできない。
創業は1931年。創業者の初代社長がオートレーサーだったことから、当初は2輪メーカーとしてスタート。エンジンも自社で製造しショップを構えた時期もあった。精力的な活動を続けるなか、高い手腕を見込んでの製造依頼が増えるようになり、1960年代から4輪部品の製造を開始。以降、少しずつ業務の比重を4輪用マフラーへ移行していった。
現在のような専業メーカーとしての地位を確立した1970年頃以降、半世紀に渡り業界の前線を走り続けてきた、というのが大雑把な”フジツボ史”だ。
大躍進を遂げたのは昭和後半。当時のクルマは純正も過渡期だったため、マフラーを変えただけでパワーが大きくアップすることも珍しくなかった。すでに技術力を有していた「フジツボ」のマフラーは瞬く間に市場に受け入れられ、ブランドの知名度は急上昇。”マフラー交換”という文化を、市販車に根付かせる原動力となった。そんな知名度拡大に伴い、開発対象車を拡大。1980年代からは欧州ほか、海外展開も積極的に行なうなど、更なる躍進を果たすことになる。
しかし、確実に高まる業界の発展を喜ぶ一方で、月日を追うごとに問題視されるようになったのが騒音。1989年に発足した「日本自動車スポーツマフラー協会(通称JASMA/ジャスマ)」は、当時の社会問題となった暴走族増加によるイメージ悪化への対策。そして、業界全体の健全化を図るための自主機関として、「フジツボ」が音頭をとって同業他社の賛同を得て設立された。
法規よりも厳しい基準で規制をかけるなど、安心&安全、合法な製品作り、流通の発展に大きな役割を果たしてきたのである。
「フジツボ」のより良い製品作りは徹底しており、製造、品質管理、物流、保証面に万全の体制を敷くだけでなく、今回取材を行なった”静岡県裾野工場内”にテストコースも完備。2010年4月以降のスポーツマフラーにおける”新規制”にあわせた試験も行えるなど、業界のベンチマークに相応しい活躍を続けている。
ラインアップも着実に進化

技術力の高さは指折りで、OEMの依頼も数多し。一部純正も手掛ける。


(中央がフジツボ製、左右が一般的な例)
工場敷地内で行なう加速騒音試験

ロードノイズを一定とさせる、全長20mのアスファルトのコンディションを一定にした特殊路であり、2010年4月1日以降の生産車で義務付けされる”加速騒音試験”を、マフラーの性能を確認する公的機関「JQR」職員の立ち会いのもとで行なう。


「加速騒音試験」は、時速50kmで進入し全開で駆け抜ける内の、10m地点での騒音を図るというもの。ISO認定の特殊路である以外にも、ドライ路面で風速5m以下と、様々な条件下のもとで試験される。
日本を代表するスポーツカーの純正品も

藤壺技研工業
代表取締役 藤壺勇雄氏フジツボ、そしてマフラー業界の発展をもっとも長く見続けてきた、2代目代表取締役である勇雄氏。業界団体であるJASMAの会長も兼務するなど、その活躍はいまなお精力的である


いよいよ次ページではマフラーの製作現場へ
【↓次ページへ続く↓】
職人の技と機械をフルに駆使し、
システマチックに進む製作現場
マフラーが出荷されるまでには様々な工程を踏んでおり、どの作業も欠かすことのできない重要なもの。各部署には専門のプロフェッショナルがおり、今回取材した裾野工場では、事務方も含め約80名が勤務している。
製品開発の核となる開発部門は、実車ベースでのマッチング取りが基本。最適なレイアウトやデザイン、クリアランスなどを確認してプロトタイプを製作する。そして、開発室に隣接したシャシダイに載せてパワーチェックを行なうなど、フジツボの求める威力、効果が出るかを確認したのち、本設計となるCAD室へ回される(ここで目標とする結果が得られない場合は、試作をやり直すだけでなく、製品化を見送ることもある)。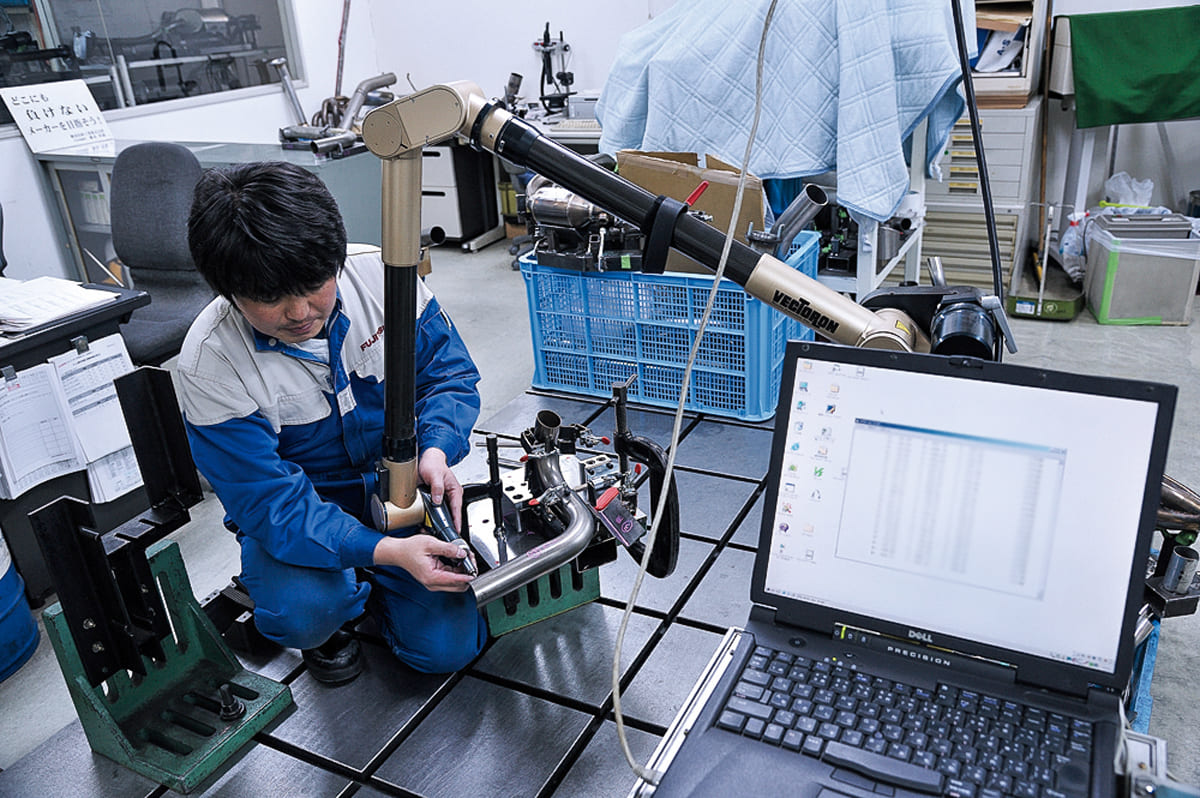
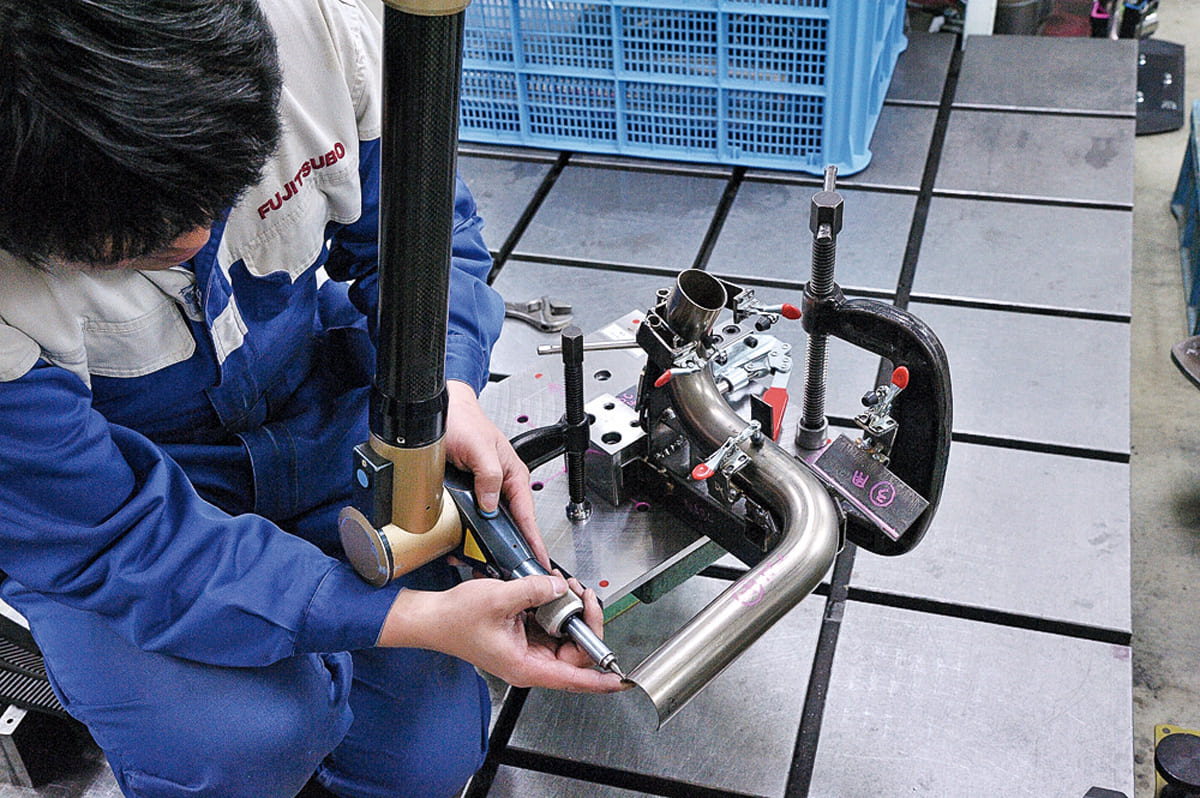
このCAD室では、目視では分からない細かいデータ取りを、専用機を使って実施。そこで集約した情報をCADデータに起こして、量産部門に振り分けていく。
実製作を担う量産部門では、パイプの曲げ、切断加工や組み立て加工、溶接といった様々なセクションがあり、そのすべてを経て製品化。裾野工場では完成品として月に2500本以上を量産するだけのポテンシャルが優にあるという。
そんな製作現場では、専用マシンに頼る作業も多々あるとはいえ、溶接など、職人のハンドメイドによる工程も、製品クオリティを維持するうえで重要なウエイトを占める。機械工程だけでは決して再現できない、高品位なモノ作りが維持される現場には、やはり人の手の感覚、経験が重要だと、強く再認識させてくれる。
【01.開発部】




試作に必要となるパイプやガスケット、テールが複数用意されており、様々な組み合わせを試しマッチングを吟味。過去に前期で開発したことのあるクルマで後期を作る場合は、前期用製品を仮組みして様子を見るなど、対象車によって段取りが変わる。


ボディとの干渉回避や配管の変更といった対応ができるよう、開発室にも溶接機や裁断機を常備。その場でスタッフが修正を行なう。

次にプロトタイプを車両装着したうえで、社内規定に則したクリアランスがとれているかを確認。マフラーは熱膨張で前後に10mmほど伸縮することがあるため、その誤差も考慮するという。

【02.CAD室】

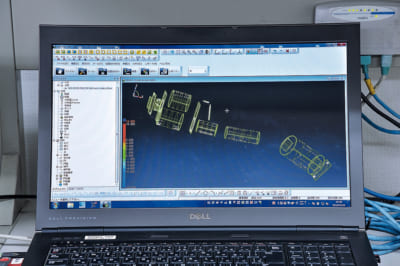
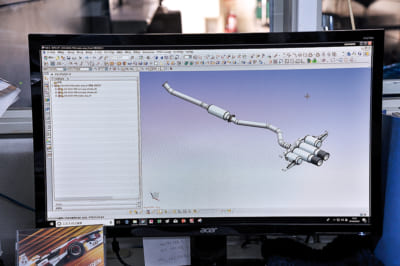
さきほどの測定数値をもとにCADデータ化。上写真の左が初期段階で、右が手を加えより現物に近い状態としたもの。ウェブ等にあるイラストは、これを利用する。
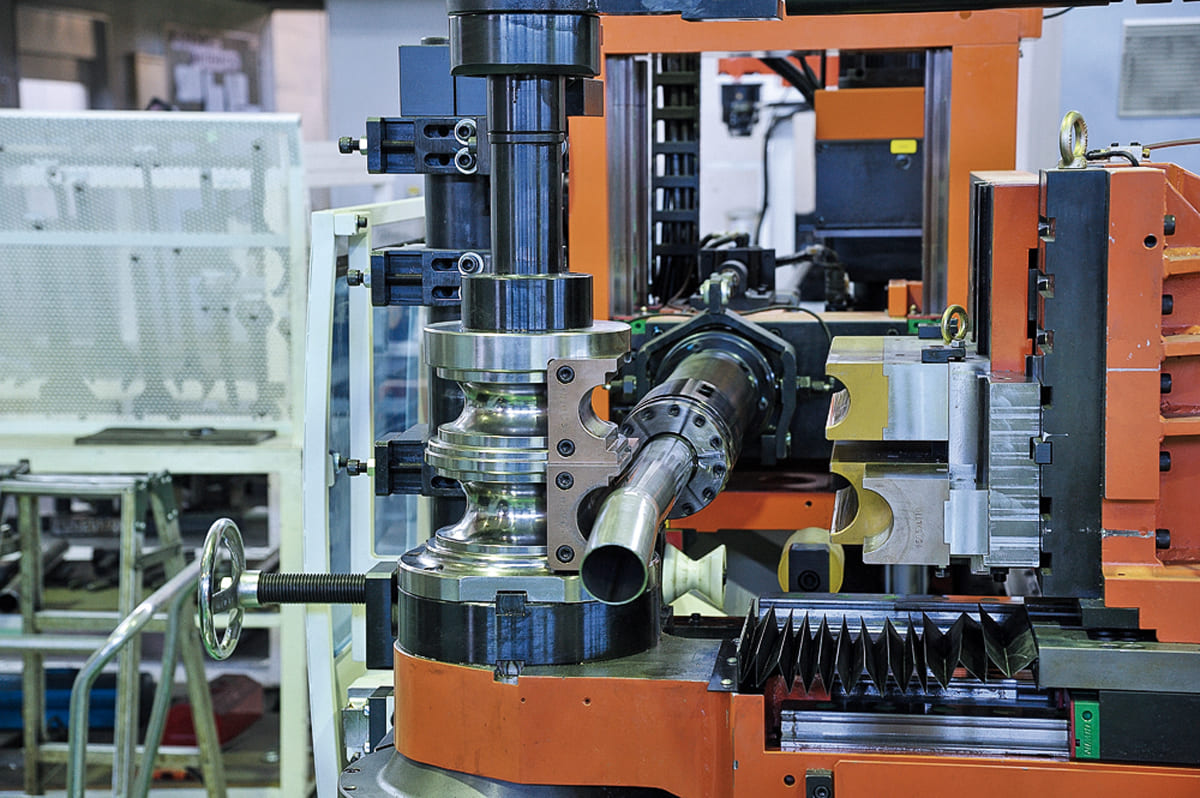
【03.パイプ加工】




専門業者から購入したステンレスパイプは、太さ、長さともに複数種あり、用途により利用目的が違うために長さの調整が必要。そこで、NCカッターと呼ぶ旋盤機を使って調整する。
【04.シリアル刻印】



組み立ての工程に回す前に、該当するパーツがどの時期の、どの車種のモノであるかが分かるよう、刻印器でシリアルナンバーを打刻。仕様変更時期などもこのナンバーで管理している。
【05.サイレンサー組み立て】



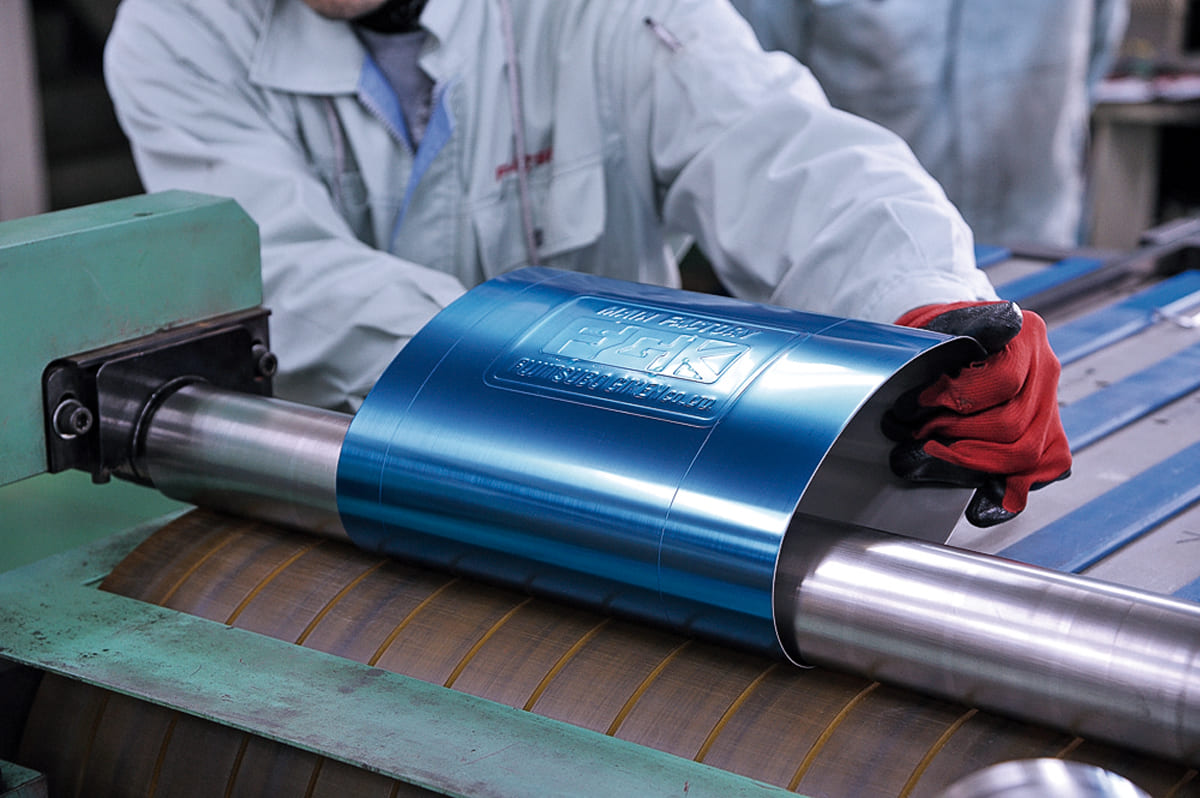
まずはオーバル状に丸めていく作業。ステンレス板を専用のローラー台に載せ、1枚ずつ丸くカールさせていく。ちなみに、表面の保護用ブルーフィルムは、傷を防ぐため梱包直前まで剥がさないという。

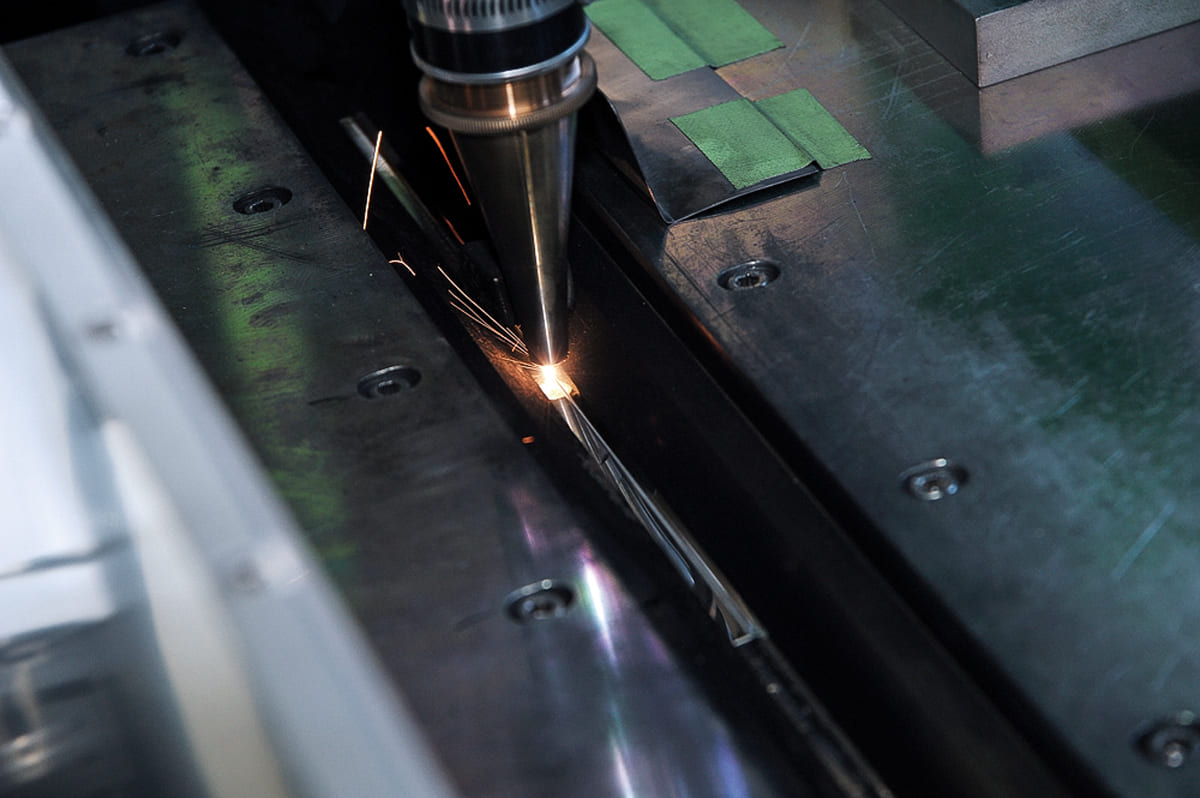
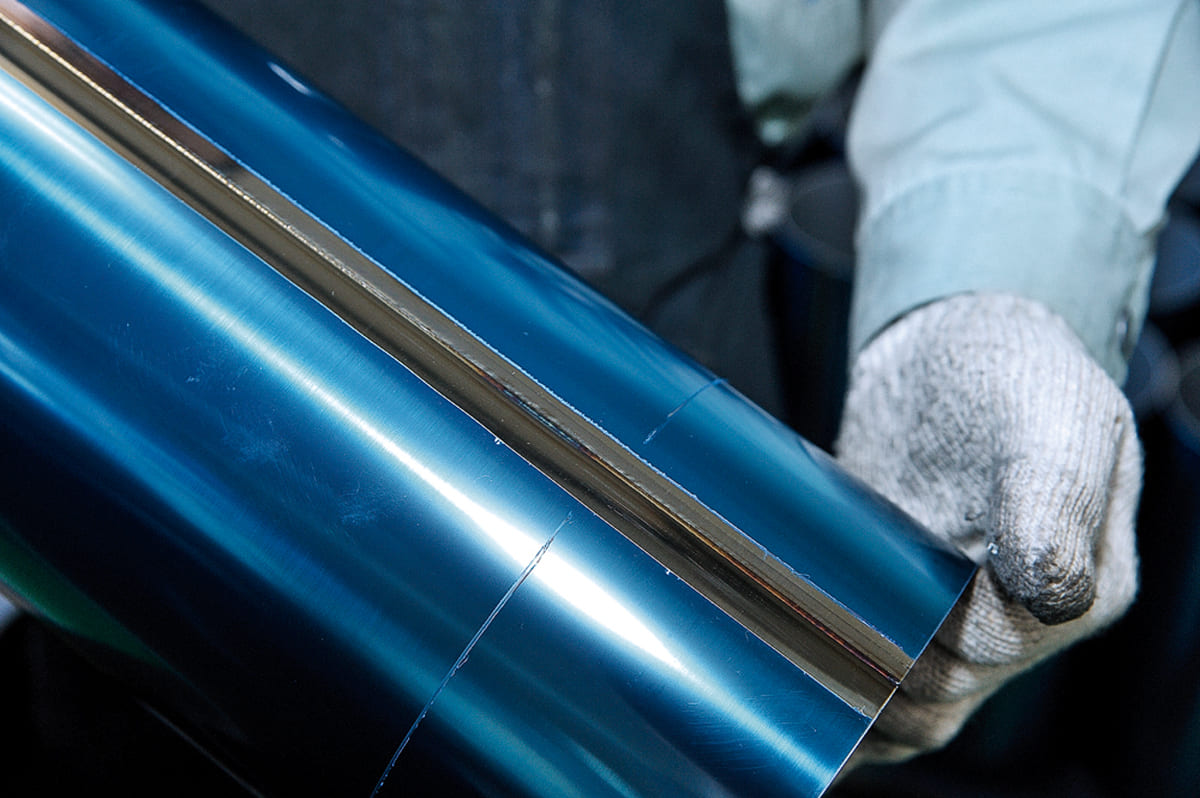

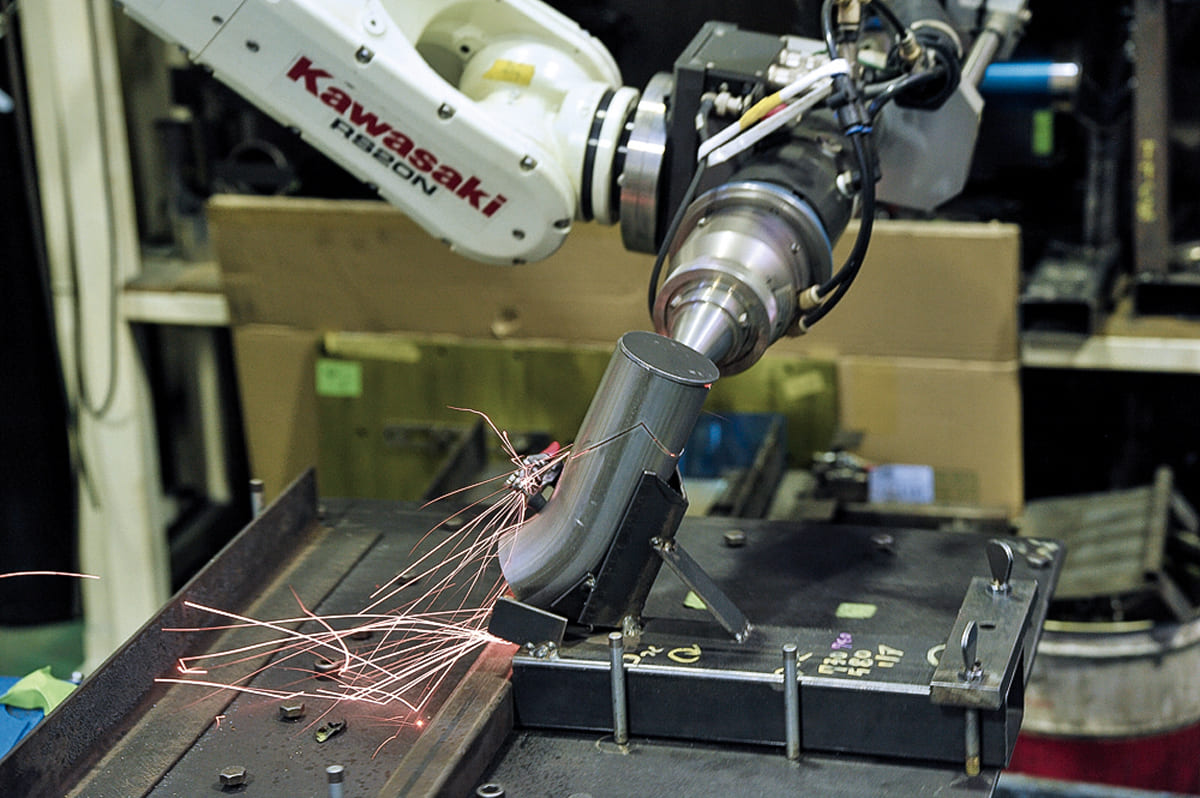
ローリングさせただけでは完全な筒状にならないため、溶接が必要。ローリングしたステンレスを前後にスライドする専用機に固定し、レーザーで端と端を寸分違わずつなぐ。
【06.レーザーカット加工】

【07.最終組み立て&仕上げ】




検品直前の最終組み付けは全作業の集大成であり、もっとも神経を使うパート。ガス漏れが起きぬようフランジを研磨したり、点付けの接続部をキレイに溶接するなどを得て、ついに製品が完成する。
【08.完成品検査】
仕上がりを細部まで確認する検品で、もっとも大切な作業がリークテスト。独自に開発した特殊な装置を使って、マフラー内に空気を充填。エア(ガス)漏れの有無を確認する。
【09.梱包&発送】


最後に保護用ブルーフィルムを剥がして、配送用の段ボールヘ。白い袋のようなモノは、住宅用断熱材などでも使われる荷崩れを防ぐ発泡剤。



こうして完成したFUJITSUBOのマフラーは、ユーザーの元へ旅立っていくのだ。
創業87年を迎えた老舗がこだわる”メイド・イン・ジャパン”。その進化は決して止むことなく、我々に「マフラー交換の醍醐味」を提供し続けてくれるだろう。
取材協力:FUJITSUBO
今回取材でお邪魔したのは、富士山がそびえる裾野市に構える1万坪の工場。
1997年から稼働する総合工場で、以前横浜にあった工場もこちらに集約し生産体制の効率化を図るなど、フジツボの開発・生産・物流の中枢的役割を果たす

